
Posts in Category: Metoder
Disighet i öl – en djupdykning
 Vad är egentligen själva disigheten i ett öl, hur uppstår det och hur går det öka, minska eller helt undvika? Jag skrev för länge sedan ett inlägg som kortfattat behandlade ämnet men främst var till för att ge en instruktion på hur en filtrering med gelatin går till. Med detta inlägg vill jag nu djupdyka i dis en gång för alla samtidigt som dis även behandlas i ett positivt sammanhang, det är skillnad på dis och dis och smaken är olika!
Vad är egentligen själva disigheten i ett öl, hur uppstår det och hur går det öka, minska eller helt undvika? Jag skrev för länge sedan ett inlägg som kortfattat behandlade ämnet men främst var till för att ge en instruktion på hur en filtrering med gelatin går till. Med detta inlägg vill jag nu djupdyka i dis en gång för alla samtidigt som dis även behandlas i ett positivt sammanhang, det är skillnad på dis och dis och smaken är olika!
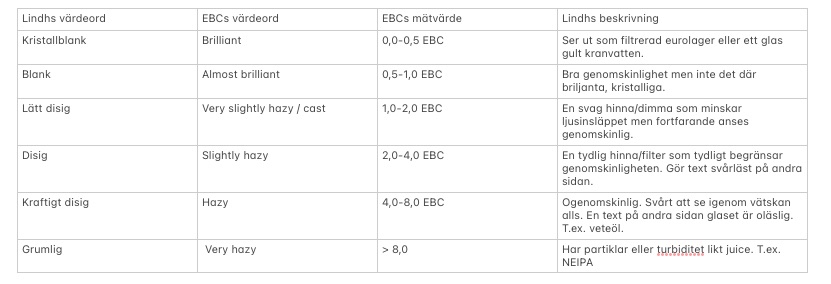
Innan vi går in på de disiga detaljerna vill jag på tråkigt skolmanér först reda ut lite terminologi och definitioner. När jag utbildade mig till öldomare inom Svenska Hembryggareföreningen (SHBF) för åtta år sen så blev vi instruerade att ölets utseende inte gav lika mycket poängavdrag som dess doft, smak eller munkänsla. Det tycker jag är helt rimligt för hembryggd öl medan ett kommersiellt öl gott kan få utstå granskning även i dessa sömmar, beroende på ölstil så klart. Eftersom fokus på utseende var av underordnad karaktär så fanns ingen (och finns fortfarande ingen) skala inom SHBF på ölets genomskinlighet liknande den som finns för färg, där EBC-skalan är indelad i 10 steg och t.ex. 3-6 EBC är Ljust halmgul medan 15-25 är bärnstensfärgad. Just att ha ord för sifferindelning är väldigt smart då det gör det möjligt att enkelt uppskatta ett värde visuellt. Eftersom jag upplevde att denna begreppskala saknades skapade jag helt enkelt mig en egen, även om den (då) inte var direkt kopplad till något mätvärde eller sifferskala.
Lindhs skala för genomskinlighet
Kristallblank – Ser ut som filtrerad eurolager eller ett glas gult kranvatten.
Blank – Bra genomskinlighet men inte det där briljanta, kristalliga.
Lätt disig – En svag hinna/dimma som minskar ljusinsläppet men fortfarande anses genomskinlig.
Disig – En tydlig hinna/filter som tydligt begränsar genomskinligheten. Gör text svårläst på andra sidan glaset.
Kraftigt disig – Ogenomskinlig. Svårt att se igenom vätskan alls. En text på andra sidan glaset är oläslig. T.ex. veteöl.
Grumlig – Har partiklar eller turbiditet likt fruktjuice med fruktkött. T.ex. NEIPA.
Att det går att mäta genomskinlighet i vätska lärde jag mig redan på kemilektionerna för 25 år sen när vi gjorde vattenanalyser och att öl analyseras på liknande sätt med egen standardiserad skala för europa (European Brewery Convention / EBC) var heller inget nytt för mig. Men när jag fick idéen om denna text forskade jag lite i ämnet (okej då, en enkel googling) och fick lära mig att det finns ytterligare två mätskalor enbart för öls genomskinlighet (American Society of Brewing Chemists / ASBC, Formazine Nephelometric Unit / FNU) och för den riktiga finsmakaren går det hitta konverteringsskalor mellan dessa. Själva “forskningsfyndet” jag gjorde var såklart inte detta utan att det faktiskt finns en liknande visuell beskrivning snarlik den jag själv skapat. I en jämförelse mellan Lindhs skala och EBC-skalan så märks det att jag tagit min skala ett steg längre än vad mätvärdena gör genom att addera grumlig, dvs har fria partiklar i sig, eftersom detta är relativt vanligt förekommande fenomen vid öldömning på senare år. Siffrorna i EBC-skalan stämmer troligtvis ändå ganska bra även på min skala med brasklappen att jag själv aldrig mätt disighet i öl.
Blank vs klar
Ordet blank är det många som inte genomgått öldomarutbildningen som retar upp sig på eftersom det är ett begrepp som snarare används på ytor eller ytreflektioner. En spegel är blank men en vätska är klar är rimligare vardagssvenska. Problemet när öl ska analyseras eller bedömas är att där uppstår en begreppsförvirring mellan ordet klar och ordet färdig, där det senare syftar till färdigjäst eller färdiglagrat. Därför har ordet blank anammats istället för klar bland öldomare, även fast det är 100% korrekt svenska att säga att en vätska är klar.
 Ölstilar
Ölstilar
Vi förknippar vissa ölstilar med kraftig disighet t.ex. weißbier eller NEIPA och hur vi vill att öl ska se ut är även det något som går trender i. Den gamla skolan som ofta tycker att ordet lager och pilsner betyder samma sak ser genomskinlighet som en kvalitétsstämpel och vill ytterst ogärna ha ens det minsta lilla dis i någon öl, medan en något modernare öldrickare kan romantisera dis som ett tecken på hantverksmässighet istället för industritillverkat. Tyskarna skriver gärna ut Naturtrüb på etiketterna till sina disiga öl av samma anledning. Som ölälskare och ölnörd har jag absolut inget emot dis men som öldomare så vill jag koppla diset till respektive ölstil där en weißbier får/ska vara disig medan en Export inte bör vara det. Något jag starkt ogillar är öl som är så pass grumliga med partiklar i att den måste silas mellan tänderna men smaken är som baken även där.
Vad är själva diset och var kommer det ifrån?
Att ett öl är disigt kan bero på en rad orsaker och inte sällan en kombination av flera. Från råvarorna kan dis komma från samtliga av de fyra klassiska (vatten, malt, humle, jäst) men det är främst i ölbryggnings- och jäsprocessen som vi som bryggare kan styra mängden dis eller helt undvika den. Den seglivade myten att vete gör all öl grumlig vill jag återigen slå hål på där jag gång på gång visat att 50% vete kan ge både kristallblank vört och kristallblankt öl. Vetemalt kan underlätta för bryggaren som vill öka sin disighet men en bryggare som vill använda vetemalt för dess smak men undvika dis kan även göra detta med rätt bryggprocess. För att bena ut disets uppkomst från råvaror kontra process tänkte jag börja med råvarorna:
Dis från råvarorna
Dis som syns i ölet kommer främst från maltens proteiner, stärkelse, betaglukan, tanniner (även humle), polyfenoler eller jästpartiklar men kan även uppstå från mikrobakteriella infektioner eller svampar/mögel. Från vattnet uppstår dis främst från orenheter även om vi ofta kopplar ihop vatten med vattenbehandling. Ett bra kranvatten kommer aldrig ge upphov till dis men ett felaktigt vattenbehandlat vatten kan t.ex. med fel pH-värde eller för låg kalciumhalt hjälpa till att öka disigheten i slutprodukten. Ett brunt vatten från en defekt brunn kan säkert öka disighet men det problemet låter vi stanna kvar på 1800-talet. Malten bidrar med dis främst från proteiner och stärkelse medan tanniner och polyfenoler kan sägas komma från felhanterad malt/mäsk. Det sägs att gammal malt skulle ge disigare öl men det kan mycket väl vara en myt, inget jag sett forskning på. Humle ger disighet främst genom polyfenoler, alfasyror eller tanniner men det krävs en större mängd humle innan dis blir tydligt och väldigt mycket humle innan det skapas problem att få bort disigheten (återigen för den som vill). Jästen är en stor bidragagande orsak till dis och det krävs en ytterst lite mängd jäst för att skapa lätt dis men ganska mycket jäst för att skapa en grumlig öl som då kommer även komma smaka jäst.
Dis genom processen
I processen uppkommer eller minskas mängden dis redan från maltkrossningen. En för fint krossad eller ännu värre malen malt med små partiklar eller mjöl kommer bli en svår utmaning för mäskbäddens naturliga filtreringssytem att råda bot på. Inmäskningen kommer alltid att ge en kraftig grumlighet som främst kommer från stärkelse. När stärkelsen konverteras till socker så förvandlas även grumligheten till helt genomskinlig vört i bästa fall eftersom de långa molekylkedjorna bryts ner till mindre partiklar som blir osynliga för blotta ögat. I vörtkoket koagulerar tidigare osynliga proteiner från malten och bildar i början av koket det vi kallar för varmdruv/hot break som ser ut lite som äggvita men kan på grund av dess reaktionsförmåga med syre även vara betydligt brunare i färg. Vid kylning av vörten sker en liknande reaktion där främst proteiner fälls ut men detta kallas istället för kalldruv/cold break. Varmdruvet innehåller flera ämnen, bland annat fettsyror, som negativt påverkar ölets smak och hållbarhet medan kalldruv inte är lika problematiskt. För ett så genomskinligt och smakstabilt öl som möjligt bör bägge dessa druver separeras från vörten innan jästen tillsätts. Att tillsätta jästen är kanske överdrivet att kalla processsteg men här uppstår en kraftig grumling som håller i sig minst så länge jästen är aktiv men ofta längre. När jästen ätit färdigt så mycket socker den tycker är värt mödan så dör den inte utan faller långsamt genom vätskan i allt större klumpar (flockulerar) till botten av det kärl den är i. Detta kan ske i jästanken, fatet eller flaskan beroende på hur bryggarens process ser ut men vi kan kategorisera tillfällena som “under lagringen”. Olika jäststammar flockulerar olika mycket och olika snabbt där den brittiska alestammen S-04 brukar nämnas som en av de mest högflockulerande som snabbt ger mer genomskinligt öl medan veteölsstammer w68 (3068) kan dröja sig kvar väldigt länge i suspension.
När vi ända slår hål på myter så vill jag nämna omtappningen som en kvarleva som jag tror kanske kommer från 80-talets hemmagjorda vinsatser. Att flytta en färdigjäst öl från en jäshink till en annan jäshink inför lagringen eller flaskningen kommer inte ge ett genomskinligare öl utan som bäst göra att bottensatsen lämnas kvar i första hinken så att inte bryggaren råkar röra om i botten och på nytt grumla sitt öl. Denna omflyttning rekommenderas endast för öl som ska lagras länge med t.ex. frukt eller trä men själva flytten ökar kraftigt oxidationsrisken är viktigt att komma ihåg. Oavsett så ger den inte ett mer genomskinligt öl.
Det sista processteget för bryggaren som inte ger dis utan tvärt om minskar det är filtrering som oftast sker efter lagringen, före buteljering/fatning hos stora bryggerier men ibland i fatet hos hembryggare. Filtrering är den mekaniska process att öl tvingas genom ett filtermembran där större partiklar fastnar men som hembryggare kan enbart tillsats av processhjälpmedel som t.ex. gelatin, issinglas eller Sedisol B även kallas för filtrering. Klarning används ibland som ord för detta processteg men då är vi återigen tillbaka till blank kontra klar eller färdig och ordet blankning passar ännu sämre. En misslyckad filtrering eller främst hantering skulle kanske kunna “ge dis” men det är inget i steget som ökar disigheten utan mest ett misslyckande i att minska den.
Ett öldis som är lite lömskt är det som kallas köldgrumling eller chill haze. Fenomenet innebär att när ölet är varmt så är det genomskinligt men när det är kallt blir det disigt eller i värsta fall grumligt. Köldgrumling kommer från små proteiner och polyfenoler som klumpar ihop sig och tillsammans bildar större partiklar när ölet är kallt men när det blir varmt igen så släpper de taget om varandra och blir så små att de blir osynliga. Köldgrumling kan undvikas genom att tillsätta enzymer i mäsken eller vörten men en bra recirkulering (vorlauf), rätt pH genom processen och kanske främst ett bra/korrekt vörtkok tycker jag är en bättre väg att hålla borta problemet på.
Dis från stärkelse bör normalt sätt inte ens lämna mäskkärlet men kan, med en så kallad grumlig mäskning som görs med flit hos en del surölsbryggare, ta sig hela vägen till jäshinken där de äts upp av jästen brettanomyces eller andra organismer som lactobacillus eller pediococcus. Rätt temperatur för konvertering i mäsken (62c-73c), rätt pH i mäsken (5,4-5,6) samt tillräcklig tid (60 min eller mer) kommer att omvandla tillräckligt mycket stärkelse till socker för att senare undvika dis i ölet. Detta går enkelt att testa genom att göra en s.k. jodprov under mäskningen. Jodlösning som ändrar färg till lilarött när vört tillsätts betyder att det finns stärkelse kvar i mäsken som inte konverterats till socker medan ett prov som det inte händer något med och som kallas för jodnegativ innebär att nästan all stärkelse är konverterad. Kom ihåg att jod i dessa koncentrationer är mycket giftigt och att provet alltid slängs, ingen vört får gå tillbaka i mäsken eller till koket!
 Mycket av mina tips för att undvika eller minska dis står redan mellan raderna i texten ovan så detta blir delvis lite repetition i form av två checklistor men där jag vill gå lite mera praktiskt “hands on”. Min gissning är att de som läser denna text främst är ute efter att minska disighet så mitt fokus hamnade där men som sagt, det går trender i allt och kunskapen om hur dis ökas går att tillämpa åt bägge håll.
Mycket av mina tips för att undvika eller minska dis står redan mellan raderna i texten ovan så detta blir delvis lite repetition i form av två checklistor men där jag vill gå lite mera praktiskt “hands on”. Min gissning är att de som läser denna text främst är ute efter att minska disighet så mitt fokus hamnade där men som sagt, det går trender i allt och kunskapen om hur dis ökas går att tillämpa åt bägge håll.
Minska eller helt undvika disighet
* Krossa malten i 3-5 bitar med så hela skal som möjligt. Undvik att skapa mjöl som blir svårare för mäsken att filtrera vid recirkuleringen.
* Rätt pH i mäsken (5,4-5,6 mätt i 20°C) och även över 50 ppm kalcium hjälper till att minska disighet genom att underlätta proteinkoagulering både i mäsken och i koket.
* Recirukulering av vörten genom mäsken gör att små partiklar och disighet filtreras genom mäsken som nu fungerar som en filterbädd. Konstant recirkulering under hela mäskningen behövs egentligen inte men det kan ta upp till 15-20 minuter innan vörtens dis försvinner så det finns tid att spara. Om steget utförs efter avslutad mäskning/lakning kallas det även på bryggarsvenska ofta för vorlauf.
* I uppkoket klumpar proteinerna ihop sig (hot break) och dessa kommer ge disighet om de får kanske att följa med ända till flaskan. Antingen avlägsnas de med en hålslev redan före koket eller så lämnas de kvar efter koket och före jäsningen. Det spelar ingen roll när detta sker eftersom koagulerade proteiner inte löser upp sig igen, precis som ett kokt ägg inte går att göra flytande igen. Däremot går det finhacka ägget och det gör det även med varmdruven, t.ex. genom att låta en pump hantera whirlpoolen. Finhackade proteiner är mycket svårare att avlägsna än stora klumpar så att passa på när det ges bra tillfälle är en rekommendation. Att avlägsna varmdruvet före uppkok minskar samtidigt kraftigt risken för överkok. Stora bryggerier “skummar inte av” brukar vara ett argument mot detta steg men dels så recirkulerar de sin mäsk så mycket att de inte har lika mycket varmdruv i koket i jämförelse med t.ex. BIAB-vört och dels lämnar de alltid kvar varmdruvet i whirlpoolen. Skit in, skit ut.
* Mot slutet av koket kommer ett lägre pH på ca 5,1-5,2 hjälpa de sista envisa proteinerna att koagulera vilket enkelt justeras med lite mjölksyra. Anledningen till att inte sänka pH i början av koket är för att DMS drivs bort mycket snabbare i det högre pH-spannet men även att humlens beska utvinns / isomeriseras enklare.
* Vid kokslut kan processhjälpmedel tillsättas i vörten för att ytterligare påskynda koagulering av proteiner och det finns flera olika att välja på. Vanligast numera är protafloc men Sedisol C, irish moss, och whirlfloc bör nämnas i sammanhanget.
* Kylningen av vörten kommer bilda kalldruv som även det består främst av proteiner men bryggaren har möjligheten att påverka kylhastigheten för att hjälpa denna utfällnings mängd. En snabbare kylning ger bättre utfällning och oavsett om kalldruvet får stanna kvar i vörtkokaren, tömmas från botten av jästanken eller lämnas i botten av jästanken efter genomförd jäsning så är det bra att så mycket som möjligt bildats vid vörtkylningen eftersom kalldruven inte löser upp sig igen.
* Varmdruv och eventuellt kalldruv kan delvis även avlägsnas efter kylningen via ett filter som t.ex. en silduk men många partiklar är så små att de tar sig förbi detta. Det är inte heller en så elegant metod men framförallt blir den ohållbar och ytterst enerverande någonstans över 20 liters satsstorlek då duken lätt sätter igen. Den enligt mig eleganta lösningen och som även alla större/kommersiella bryggerier använder är whirlpool som innebär att vörten efter kok snurras kraftigt, antingen via en pump eller genom att försiktigt men kraftigt vispa med stor slev eller mäskpaddel. Virveln skapar efter 20 minuters roterande en kon i botten av vörtkokaren och druvet men även humlepellets blir mycket enklare för bryggaren lämna kvar i vörtkokaren genom att tappa den klara vörten från sidan en bit bort från whirlpoolkonen.
* Jäststammsvals påverkar hur enkelt det blir att avlägsna jästen senare och då främst genom lagring. Både mekanisk filtrering och gelatin biter mycket bra på disighet från jäst.
* Clarityferm är ett processhjälpmedel som tillsätts i jästanken och motverkar främst köldgrumling men biter inte många av de andra orsakerna till dis. En bonuseffekt från Clarity ferm är att gluten bryts ner tillräckligt mycket för att ölet ska klassas som glutenfritt.
* Humle i större mängd ger disighet men gradvis mer och mer ju senare i processen den tillsätts. Humle i början av koket ger sällan större disighet medan den i whirlpoolen ger desto mer men mängd trumfar tillfälle i koket. Torrhumling ger ett lätt dis i klassiska mängder men kan ge upphov till stor disighet eller grumlighet i nyare ölstilar som NEIPA som fullständigt bombarderas med humle.
* Lagringstiden men även lagringstemperaturen påverkar både disighet från jäst men även proteiner och tanniner. Ju kallare och längre lagring desto mer eller främst snabbare minskar disigheten. -2°C sägs vara det absolut bästa och 2-6 veckor är vanligaste tidsspannet.
* Försiktighet vid flaskning/fatning handlar om att inte få med sig partiklar som sjunkit till botten av jästanken/lagringtanken. En tappkran en bit upp på jäskärlet underlättar detta jämfört med hävert. Det går även att ha ett flytande stigarrör i form av en slang som hänger i en flottör, ofta en flytande stålkula men andra varianter finns. Det flytande stigarröret kommer nu dra grönölet från toppen av jäskärlet istället bör botten och denna teknik går även att anamma i serveringsfat som får en sorts förlängd lagringstid genom detta och faten behöver inte hanteras riktigt lika försiktigt som om stigarröret ska dra ölet från botten.
* Slutligen har vi filtrering; mekanisk, kemisk eller en kombination. I hembryggarskala är gelatin eller liknande klarningsmedel det enklaste eftersom filtermembran är svåra att hålla syrefria i liten skala och det blir mycket svinn. Stora bryggerier tillsätter ofta processhjälpmedel som flockulerar alla fria partiklar för att de ska bli större och lättare fastna i filterplattorna. Ämnen som är vanliga är kieselguhr och polyvinylpolypyrrolidone (PVP/PVPP) och i den bästa av världar fastnar samtliga i filtreringen och ingår med andra ord inte i ingredienslistan. Benonitlera fungerar på liknande sätt men används oftare i vintillverkning där den även kan fungera allena utan mekanisk filtrering likt gelatin eller issinglas. Värt att notera är att all filtrering kommer förändra smakbilden på ett eller annat sätt, positivt eller negativt. All filtrering kommer innebära en ökning av oxidering i ölet och minska dess hållbarhet. Mängd beror på hur noggrann bryggaren är och hur avancerad utrustning som används.
Öka disighet
* Det går att använda sig av grumlig mäskning vilket innebär att en del av mäsken hindras från att konvertera. Metoden går ut på att mäska in på cirka 50°C för en proteinrast, ta ut en del av vörten som snabbkokas och sedan hålls separat tills resten av vörten är redo för kok efter genomgånget mäskprogram. Detta kommer ge vörten stärkelse som avsiktligt inte konverterats till socker. Metoden används traditionellt främst till Lambik där stärkelsen avsiktligt bryts ner senare i processen så jag kan egentligen inte uttala mig om hur stärkelse smakar i en “vanlig öl”. Detta är eventuellt en metod för den experimentlysstne med andra ord.
* Omältade råvaror som krossat vete och havreflingor ger en disighet som är enklare att behålla genom hela processen, precis som med vetemalt och havremalt. Öka dessa och undvik steg som koagulerar för mycket proteiner.
* Kortare vörtkok kommer ge för kort tid för för alla proteiner att koagulera och ge ett disigare öl.
* Tillsätt massor med humle och ju senare i processen desto bättre.
* Kortare lagringstid ger mer fria partiklar i suspension dvs. mer dis i ölet.
* Undvik filtrering, ja det säger ju sig självt.
* Slutligen finns det stabiliseringsmedel som inte ger ökad disighet i sig men hjälper till att behålla den befintliga disigheten så den inte sjunker till botten av kärlet/flaskan/fatet, så kallad “permanent haze”. BrewTek är en tillverkare för denna produkt men jag har inte sett någon hembryggarbutik som har denna ännu och jag har inte testat själv.
Dåliga sätt att öka disighet
Det finns även några som jag anser dåliga sätt att få ökad disighet eftersom smaken påverkas tydligt negativt men även kan ge farligt öl.
* Vetemjöl i vörtkoket. Mycket dis ja men blä för att dricka utspädd deg.
* Fel mäskpH och då främst för högt vilket kommer ge kärva smaker/adstringens från både malt och humle.
* Att helt skippa vörtkoket går förvisso att göra men kom ihåg att vörten ändå måste paströiseras för att undvika att den potentiellt blir farlig att dricka, dels på grund av betydligt sämre hållbarhet men även ökad risk för infektion/kontaminering/mögel.
* Jäst i suspension brukar i de flesta fall smaka äckligt enligt de flesta. Det undantag som finns är weißbier där även kommersiella flaskor har kvar jäst i botten av flaskan och som med flit frigörs och blandar sig i ölet vid klassisk upphällning. Dock är denna jästmängd relativt liten, framförallt i jämförelse med en hembryggd flaskjäst öl som ofta har betydligt flera millimeter med jäst i botten av flaskan.
 Ett öl med 50% vete som bevisligen inte är grumlig, eftersom jag inte ville att den skulle vara det.
Ett öl med 50% vete som bevisligen inte är grumlig, eftersom jag inte ville att den skulle vara det.
 Här är en annan öl med mycket vete (weißbier), fotograferad direkt efter koket och innan varm- och kalldruv sedimenterat. Inte heller här är vörten homogent disig på grund av vete utan detta dis är på väg att sjunka till botten.
Här är en annan öl med mycket vete (weißbier), fotograferad direkt efter koket och innan varm- och kalldruv sedimenterat. Inte heller här är vörten homogent disig på grund av vete utan detta dis är på väg att sjunka till botten.
 Du har väl inte missat min bok om ölbryggning? Köp den hos Humlegården!
Du har väl inte missat min bok om ölbryggning? Köp den hos Humlegården!

Kraftig rengöring av rostfritt
 För de flesta hembryggare räcker det långt med PBW och Starsan för alla typer av rengöring och jag har tidigare gjort ett inlägg kring detta som går att läsa här. Just PBW är ett kraftfullt och smidigt rengöringsmedel för alla typer av synlig smuts men ibland behövs det mer än bara blötläggning med ett kraftigare maskindiskmedel. Det går att komplettera PBW med en kraftig diskborste men risken är stor att man repar den rostfria ytan och med tiden kan orenheter få kraftigt fäste och risken för rost ökar. När man bryggt ett antal gånger i en kastrull eller bryggverk så brukar den bli som en mörkare beläggning och även om den inte bidrar med smak så ser det väldigt tråkigt ut och på denna biter inte varken PBW, Enzybrew eller liknande hembryggarmedel utan här behöver vi snegla på vad de större bryggerierna gör.
För de flesta hembryggare räcker det långt med PBW och Starsan för alla typer av rengöring och jag har tidigare gjort ett inlägg kring detta som går att läsa här. Just PBW är ett kraftfullt och smidigt rengöringsmedel för alla typer av synlig smuts men ibland behövs det mer än bara blötläggning med ett kraftigare maskindiskmedel. Det går att komplettera PBW med en kraftig diskborste men risken är stor att man repar den rostfria ytan och med tiden kan orenheter få kraftigt fäste och risken för rost ökar. När man bryggt ett antal gånger i en kastrull eller bryggverk så brukar den bli som en mörkare beläggning och även om den inte bidrar med smak så ser det väldigt tråkigt ut och på denna biter inte varken PBW, Enzybrew eller liknande hembryggarmedel utan här behöver vi snegla på vad de större bryggerierna gör.
 Innan jag går vidare med den här artikeln vill jag starkt varna för de kemikalier jag nämner i denna artikel. Får du ens en liten skvätt i ögat så blir du troligtvis blind och de kemiska brännsåren som uppstår vid hudkontakt är inte att leka med. Har du inte rätt skyddsutrustning (både handskar, glasögon och skyddskläder) och kunskap, avstå från denna typ av rengöring! Vet du inte skillnaden på VIS och SIV? Läs på om kemikaliehantering!
Innan jag går vidare med den här artikeln vill jag starkt varna för de kemikalier jag nämner i denna artikel. Får du ens en liten skvätt i ögat så blir du troligtvis blind och de kemiska brännsåren som uppstår vid hudkontakt är inte att leka med. Har du inte rätt skyddsutrustning (både handskar, glasögon och skyddskläder) och kunskap, avstå från denna typ av rengöring! Vet du inte skillnaden på VIS och SIV? Läs på om kemikaliehantering!
De stora bryggerierna använder sig inte av PBW av både kostnads- och bekvämlighetsskäl. Det är helt enkelt inte tillräckligt kraftfullt i långa loppet. Främsta kemikalie som används är istället den kraftiga basen Natriumhydroxid (NaOH), även kallad lut eller kaustiksoda/propplösare. Det är ett alkaliskt rengöringsmedel med väldigt högt pH beroende på koncentration. I låg koncentration och hög renhet är NaOH livsmedelsklassat (E524) och används till både lutfisk, bretzel och salta pinnar. Men då är det som sagt en betydligt renare klass och utan giftiga hjälpämnen jämfört med den propplösare du köper på ICA eller poolbutiken. NaOH löser upp väldigt tuff smuts men i längden biter den inte på kalkavlagringar som även de är alkaliska. Därför alternerar många med karbolxalsyran citronsyra (C6H8O7) som även det finns i livsmedelsklassad version (E330) och ingår i både Coca-Cola, många marmelader men även avkalkare för kaffebryggare. Tillsammans (men aldrig samtidigt) bildar kaustiksoda och citronsyran ett fullgott skydd mot både ölsten, kalkavlagringar och övrig smuts inklusive fastbränd malt. Jag har talat med bryggerier som alternerar kemikalie varannan månad men ta det med en nypa salt då bryggfrekvens, vatten och övrig rengöringsutrustning spelar stor roll här.
Både citronsyra och kaustiksoda finns tillgängliga för oss lekmän/hembryggare i pulverform i nästan samtliga större mataffärer. Jag använder främst kaustiksoda och den exakta blandningen för rengöring har jag ingen bra referens på. Jag använder mig av 10 liter vatten och 3-4 matskedar kaustiksoda för den rengöring jag visar i bilderna nedan. För stark blandning och för lång kontakttid kan skada flertalet metaller och även en del sorts plast så rekommenderad maxtid för kontakt är 10 minuter om man inte är helt säker på att allt är rostfritt stål av högsta kvalité. När man blandar denna typ av kemikalier med vatten sker en kraftig värmeutveckling och därför har man alltid vatten först och syra i sen. Jag kör därför med varmt men inte hett vatten av säkerhetsskäl samt att det räcker för mina behov. När saltet väl löst sig i vattnet är det bara att ta en mjuk svamp (ej den gröna sidan) och skrubba lätt längs kanterna så kommer smutsen ge med sig. När man är färdig tömmer man försiktigt ut vattnet och spolar rent med vatten länge och noggrant. Resultatet blir skinande rent och denna typ av rengöring behöver jag göra 1-2 gånger per år som mest men det beror självklart på hur ofta jag brygger.
Miljöpåverkan av denna typ av kemikalier, framförallt NaOH, är minimal i de mängder vi använder. Men om du har något bättre tips för att bli av med denna typ av smuts, tveka inte att kommentera!
Exempel
Bilderna nedan visar hur det såg ut efter en bryggning och min vanliga rengöring med PBW. Efter att jag sköljt bort PBWn fyllde jag upp med vatten ovanför värmespiralerna, ca 10 liter, och värmde till 50°C. Sen tog jag kaustiksoda och doserade två stycken innerlock (inte hela locket utan det finns en lite doseringskopp inbyggd i locket) vilket jag uppskattar till ca 4-5 matskedar. När saltet löste sig skrubbade jag försiktigt i 10 minuter innan jag tömde ut vätskan genom bottenventilen och spolade bryggverket rent länge med kallt vatten. Eftersom jag har plast i impellrarna samt mässing i pumphusen i min Braumeister så lät jag bli att köra pumparna under denna typ av rengöring. Pumparna är sällan så smutsiga att det behövs ändå.



Du har väl inte missat min bok om ölbryggning? Köp den hos Humlegården!
Closed loop transfer – Nästan syrefri flytt av öl till fat
![]() Som ni alla har märkt har jag fokuserat mycket energi på att minska syre och oxidering i mina öl. Som en ”low oxygen brewer” kanske man kan tro att det primära ligger i att hålla borta syre från mäskningen men en av de största bovarna är tiden från det att jäsningen slutat tills dess ölet finns i ett glas i näven. Så fort den aktiva jäsningen avstannat, och jästen därmed slutat uppta syre, börjar kampen mot klockan. All öl är oxiderad (läs det en gång till), det handlar bara om var man befinnes sig på tidslinjen. Vårt mål är att dra ut den här tidslinjen och förhala processen så mycket som möjligt och därmed bevara våra fina smaker och stävja oxidering. Som hembryggare har vi inte skalan på vår sida och vår relativt stora exponeringsyta genom ”square inch law” ger snabbt syreupptagning både i mäsktunnan, koket, jäshinken och i fat. I det här inlägget tänker jag beskriva en metod som på svenska skulle kunna få heta ”sluten överföring”, men det låter med som något som kräver BankID så istället kör jag med ”Closed Loop Transfer” vilket jag beskrivit i min bok men inte på bloggen tidigare. Metoden går ut på att flytta ölet från jäshinkens kran, via en silikonslang direkt på öl-ut-kopplingen på fatet vilket skickar ner ölet till fatets botten utan att behöva ha fatet öppet. Det är dock några till steg som behöver tas för att detta ska bli en ”closed loop”. För det första utgår vi från rengjort och desinficerat fat även om processen kommer desinficera fatet ordentligt beroende på vilken delmetod man väljer. Det vi vill göra är först att byta all luft i fatet till CO2 innan ölet kommer vilket vi inte kan göra genom att purge:a fatet varken före eller efter ölet kommit i för den metoden blandar bara gaser och kräver enormt mycket CO2 för att ge resultat. För det andra vill vi flytta CO2n från fatet till jäshinken så de byter plats så inte luft sugs ner i hinken när ölet lämnar.
Som ni alla har märkt har jag fokuserat mycket energi på att minska syre och oxidering i mina öl. Som en ”low oxygen brewer” kanske man kan tro att det primära ligger i att hålla borta syre från mäskningen men en av de största bovarna är tiden från det att jäsningen slutat tills dess ölet finns i ett glas i näven. Så fort den aktiva jäsningen avstannat, och jästen därmed slutat uppta syre, börjar kampen mot klockan. All öl är oxiderad (läs det en gång till), det handlar bara om var man befinnes sig på tidslinjen. Vårt mål är att dra ut den här tidslinjen och förhala processen så mycket som möjligt och därmed bevara våra fina smaker och stävja oxidering. Som hembryggare har vi inte skalan på vår sida och vår relativt stora exponeringsyta genom ”square inch law” ger snabbt syreupptagning både i mäsktunnan, koket, jäshinken och i fat. I det här inlägget tänker jag beskriva en metod som på svenska skulle kunna få heta ”sluten överföring”, men det låter med som något som kräver BankID så istället kör jag med ”Closed Loop Transfer” vilket jag beskrivit i min bok men inte på bloggen tidigare. Metoden går ut på att flytta ölet från jäshinkens kran, via en silikonslang direkt på öl-ut-kopplingen på fatet vilket skickar ner ölet till fatets botten utan att behöva ha fatet öppet. Det är dock några till steg som behöver tas för att detta ska bli en ”closed loop”. För det första utgår vi från rengjort och desinficerat fat även om processen kommer desinficera fatet ordentligt beroende på vilken delmetod man väljer. Det vi vill göra är först att byta all luft i fatet till CO2 innan ölet kommer vilket vi inte kan göra genom att purge:a fatet varken före eller efter ölet kommit i för den metoden blandar bara gaser och kräver enormt mycket CO2 för att ge resultat. För det andra vill vi flytta CO2n från fatet till jäshinken så de byter plats så inte luft sugs ner i hinken när ölet lämnar.
Steg ett: Fyll ditt fat med ett lågsyre-desincificeringsmedel. Eftersom skum betyder luft så är Saniclean definitivt att föredra före det djävulskt skummande SatanSan (oj, jag menar Starsan). När fatet är fyllt ända till toppen (kapa CO2-stigarröret till ett minimum om du inte redan gjort det), koppla på kolsyreslangen och tryck ut all vätska vilket ersätter vätskan med CO2. Ja det går åt mycket Saniclean (kokt vatten går att använda istället) och CO2 men jag brukar seriekoppla 5-10 fat och flytta samma vätska från fat till fat. Det vi har nu är fat som innehåller 99.9% CO2 eftersom det är den högsta renhet vi konsumenter kan få tag på i Sverige, endast laboratorier och företag kan få renare men också betydligt dyrare CO2. Resterande .1% är syre vilket tyvärr är tillräckligt mycket för att påskynda oxidering vilket gör det ännu viktigare att fylla fatet ända upp både med Saniclean men även med öl senare. Kolsyresätter man med hjälp av CO2-tank (forced carbonation) tvingar man in ännu mer syre i ölet vilket är en bra anledning till att spunda istället. Vill man fylla fatet med helt ren CO2 kan man istället göra en ”fermenter purge”:
Ta en slang från toppen av jäshinken, inkopplat antingen via en lös fatventil (jag fick tag på den via Ebay och hos en hembryggarbutik i Australien, tyvärr har jag inte sett de i någon hembryggarbutik här hemma) eller genom att köra slangen via gummipackningen/bussningen som då måste täta helt. Det finns även en JG-koppling som passar bra till detta. Slangen, som kan vara CO2-slang, plast eller silikon, kopplar du på öl-ut-posten på fatet. Koppla gas-in-porten till ett till fat om du vill seriekoppla flera fat samtidigt eller så lägger du slangen i en flaska med Saniclean. Sakteliga kommer jäsningens CO2 att ersätta all luft i fatet eftersom en jäsningen producerar 25 gånger sin egen vätskevolym i CO2. Overkill? Kanske det men vi låter ju ändå bara all CO2 försvinna ut i bryggeriet så varför inte använda den? CO2 är ju ganska dyrt dessutom…
Steg två; tillbaka till fatningen. Nu har du ett fat fyllt med CO2 och det är dags för ölet att äntra fatet. Koppla en silikonslang från jäshinkens tappkran till öl-ut-porten på fatet vilket kommer blåsa ur slangen med CO2 från fatet. Koppla den gråa gas-in-kopplingen till jäshinkens topp via en slang, helst samtidigt så bägge blåses ur. Nu är systemet slutet och det är dags att öppna kranen så ölet kan vandra ner i fatet och CO2 från fatet ersätter ölets plats i jäshinken. Detta blir en hermetiskt sluten process så om det tar 10-15 minuter spelar det mindre roll, det kommer inte in några bakterier i varken fat eller hink och du kan göra något annat undertiden. När ölen är på plats, koppla ifrån alla kopplingar och pressa i lite CO2 i fatet om du har lock som inte sluter helt tätt. Nu är fatet redo för tvångskolsyrning eller spundning, så syrefritt vi bara kan få det!
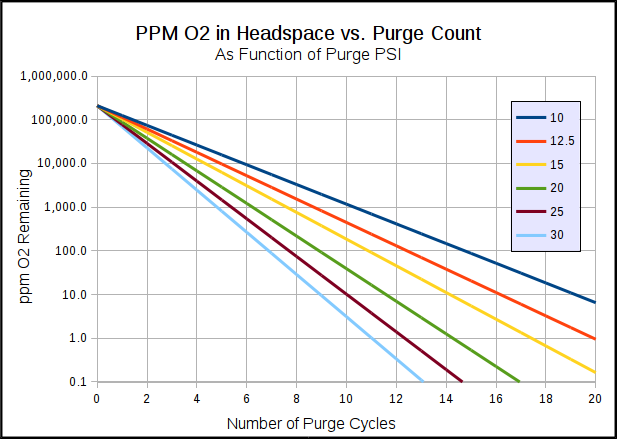
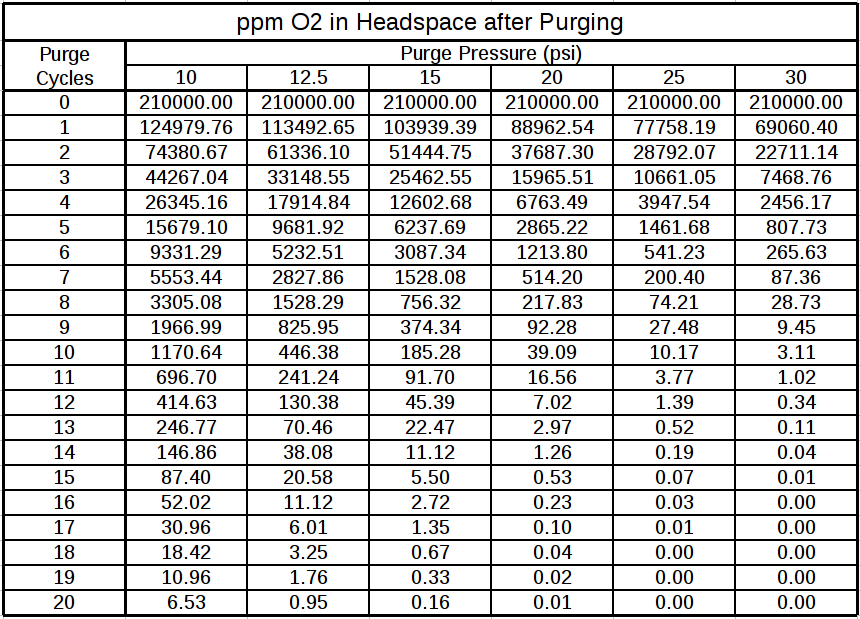
As you’ve all been noticing, I’ve focused a lot of my energy to fighting oxidation in my beer. As a low oxygen brewer one might think that all the action is in the mash tun but no, the second largest source of oxidation is post fermentation. As soon as the yeast has stopped fermenting and therefore quit scavenging oxygen, the race against the clock begins. All beer is oxidating, it’s just about where you are on the timeline. Our struggle is to drag the process out as much as possible, conserving the flavours and slowing down the oxidation process. As a homebrewer, we really don’t have scale on our side. The cubic square inch law is brutal and much emphasis is put on getting as low surface oxygen exposure as possible. One area where both low oxygen brewers and regular brewers can really gain is in the kegging process. This post will focus on the closed loop transfer technique which I have described in my book but not really on the blog before. The main thing is to transfer from the fermenter via a low tap thru a silicone hose and to the beer out post on the keg to minimise splashing, but there are a few more steps to take to get maximum benefit of the process. First of all, you don’t want to start with having oxygen in your keg. A clean and sanitised keg is assumed but what you really want to do is to replace air with CO2. This is not done with the “CO2 purge”, fill and bleed method since that is just not getting rid of the oxygen, it just blend gasses but the O2 already involved is enough to accelerate oxidation and it would take up to 15 high pressure purges to get even close to what I’m suggesting instead:
Step one, fill your keg with a low oxygen santitiser. We all know that foam equals air so Saniclean is absolutely preferred over the foamy SatanSan (oh sorry, I mean Starsan). Once the keg is filled to the absolute brim (cut your CO2-tube in the CO2 post to a minimum), push put the Saniclean out thru the beer post with help of a CO2-tank, effectively replacing the liquid with CO2 instead. Yes, you do waste a lot of Saniclean in the process but I like to do this rutine with 5-10 kegs at a time so then I just daisy chain them together and reuse the sanitiser, letting the Saniclean jump from keg to keg. What we end up with is a keg with 99.9% CO2 depending on your CO2 supplier but here in Sweden, the 99.9 seems to be standard. The remaining .1% mostly air, is sadly enough to start the oxidation and that’s why you want to fill the keg all the way up with beer. The 99.9% pure CO2 is sadly enough oxygen for accelerated staling when we force carbonate, which is why we spund instead and if you really whant to go the extra mile and use pure CO2 for the empty keg instead of 99.9%, you can do a “fermenter purge”:
Take a tube from the top of your fermenter and connect it either thru a loose kegpost (I bought one online and one in Australia but haven’t seen them in Europe in any hombrew shop). There are also a JG plastic tube that fits the regular gasket instead of a airlock. Use a hose, CO2, plastic or silicone doesn’t matter, and run it to the beer out post of your keg. Connect a hose from the co2-post to another keg if you want to fermenter purge more than one or put the hose in a bottle of Saniclean/Starsan. Slowly the gasses in the keg will be blended with 100% pure CO2 but since a fermentation is producing about 25 times the amount of CO2 as the liquid, it will bleed out all air effecively and also for free! Overkill? Maybe, but since you’re just letting the CO2 out in the brewery anyway, you might as well get som use of it. CO2 is not cheap either.
Step two: Back to the kegging. Once you have CO2 in the keg, connect a silicone hose the you’ve attached to a black Cornelius type connector to the keg to release pressure and at the same time blow out air from the hose. Connect the hose to the fermenter. Now take another hose with a grey CO2 Cornelius connector and run that hose to the top of the fermenter. Now you’re ready for your transfer. Open the tap on the fermenter and let beer slowly fill the keg from the bottom. The beer in the keg will push CO2 from the keg to replace the beer in the fermenter and no air will be allowed to enter the fermenter nor the keg. When all beer has been transferred (did I forget to mention it’s hermetically sealed and you could do other things while the transfer is happening?), remove the posts and seal the lid with a little CO2 pressure so it is tight. Now your keg is ready for spunding or force carbonation from a CO2 tube with the least amount of oxygen possible to this day!
![]() This is the daisychaining. From right; the white CO2 tube is connected to a keg with Saniclean. That keg is connected to another keg which I keep in a bucket since some Saniclean will spill when the process is done, otherwise you could connect even another keg like I’ve done here. When the first keg is empty, remove it and move the chain one step down.
This is the daisychaining. From right; the white CO2 tube is connected to a keg with Saniclean. That keg is connected to another keg which I keep in a bucket since some Saniclean will spill when the process is done, otherwise you could connect even another keg like I’ve done here. When the first keg is empty, remove it and move the chain one step down.
![]() Different angle if anything was unclear.
Different angle if anything was unclear.
![]() A couple of transfer hoses is really useful in any brewery.
A couple of transfer hoses is really useful in any brewery.
![]() This is the fermenter purge. The bucket has a CO2-post instead of an airlock. A hose is connected thru the fermentation frige wall to the CO2-post and on the other side to the first keg to be purged. The second keg has a airlock in this picture.
This is the fermenter purge. The bucket has a CO2-post instead of an airlock. A hose is connected thru the fermentation frige wall to the CO2-post and on the other side to the first keg to be purged. The second keg has a airlock in this picture.
![]() The connection to the bucket.
The connection to the bucket.
![]() Homemade corneliustype airlock.
Homemade corneliustype airlock.
![]() Or you can have a hose bubbling down in a liquid.
Or you can have a hose bubbling down in a liquid.
![]() Now it’s time to transfer to the CO2-filled keg. A silicone hose from the bucket tap to the beer out post. Another hose from the CO2 post to the top of the bucket.
Now it’s time to transfer to the CO2-filled keg. A silicone hose from the bucket tap to the beer out post. Another hose from the CO2 post to the top of the bucket.
![]() Just open the tap and let beer and CO2 switch places…
Just open the tap and let beer and CO2 switch places…

 Source: http://www.lowoxygenbrewing.com
Source: http://www.lowoxygenbrewing.com
 Source: http://www.lowoxygenbrewing.com
Source: http://www.lowoxygenbrewing.com
Du har väl inte missat min bok om ölbryggning? Köp den hos Humlegården!
Fast Ferment Test
 När man jäser sin vört kan det vara svårt att veta vilken utjäsning (Final Gravity, FG) den kommer få exakt. Recept eller bryggprogram som Beersmith ger en grov uppskattning som dock oftast är utrustningsberoende eller jäststamm/jästmängds-beroende. Men just den vört du bryggt idag, vad kommer den egentligen jäsa ut till? ”Den som lever få se” är ett svar eller ”det lär du dig med bryggerfarenhet” är ett annat. Men vill man veta vörtens och jästens absoluta potential från just dagens bryggning, t.ex. för att använda ett Spunding Valve, så kan man göra följande test:
När man jäser sin vört kan det vara svårt att veta vilken utjäsning (Final Gravity, FG) den kommer få exakt. Recept eller bryggprogram som Beersmith ger en grov uppskattning som dock oftast är utrustningsberoende eller jäststamm/jästmängds-beroende. Men just den vört du bryggt idag, vad kommer den egentligen jäsa ut till? ”Den som lever få se” är ett svar eller ”det lär du dig med bryggerfarenhet” är ett annat. Men vill man veta vörtens och jästens absoluta potential från just dagens bryggning, t.ex. för att använda ett Spunding Valve, så kan man göra följande test:
Fast Ferment Test (FFT)
Metoden går ut på att du dagen efter jästen tillsatts till jäshinken tar ut 100ml vört (med jäst i) och ställer i en e-kolv eller annan mindre behållare som din magnetomrörare fungerar i. De flesta har säker ett dricksglas hemma som detta fungerar perfekt med. Ställ magnetomröraren i rumstemperatur eller mer för en lagerjäst och ytterligare lite varmare för ale, t.ex. i ett skåp ovanför kylskåpet. Sätt lite aluminiumfolie eller bomull som lock, inte jästlås eller plastfolie. Tanken är att du ska optimera förhållandena för jästen i din vört genom konstant agitering (omrörning), hög temperatur och hög syresättning. Har man ingen magnetomrörare så går det bra med en liten petflaska man ställer i köket och skakar på varje gång man går förbi.
Denna process kommer skynda på förloppet så du inom bara 2-3 dagar har en helt utjäst vört som du kan mäta FG på i en hydrometer. Nu vet du vad du som bäst kan förvänta dig av din jäsning om du bara styr temperaturen rätt. För en riktigt kall lagerjäsning når du säkerligen bara 95-98% till samma utjäsning som ditt FFT når, detta är helt normalt. Som exempel kan jag nämna min senaste Pils där FFT visade FG 1.007 och FG i stora jäsningen landade på FG 1.010.
Fast Ferment Test är absolut inget nytt utan beskrivs i många hembryggarböcker, dock oftast med skillnaden att man ska tillsätta extra jäst till sitt prov. För mig känns det lite vrickat eftersom det inte längre avspeglar den vört du faktiskt håller på att jäsa. Det är även ett krångligt steg som säkert avskräcker en del från att göra det.
Du har väl inte missat min bok om ölbryggning? Köp den hos Humlegården!
Low Dissolved Oxygen, LoDO
 Att Hot Side Aeration (HSA) dvs. syresättning av het vört ger oxidering med pappiga smaker tror många hembryggare är en gammal myt. Just blöt kartong eller Sherry/Madeira är smaker som associeras med extremt kraftig oxidering och alla som känt smaken och upplevt fenomenet vet att det är ett långlagringsproblem eller förknippat med extremt oförsiktig bryggning med stor plaskning. Därför tycker många hembryggare att Hot Side Aeration är förlegat och inte relevant i hembryggarskala, framförallt efter att ha läst Brülosophys test om HSA. Jag hävdar att det som sker vid syresättning i alla bryggningens alla steg förutom exakt efter jästen tillsatts är att reducera fina och fräscha smaker från både malten och humlen samtidigt som ölets ”bästa period” minskas ned. Detta är alltså inte att ölets ”förbrukas före” utan den där peakperioden där ölet är som absolut bäst som jag tror alla hembryggare känner till. Jag kom in på denna tankebana när jag drack en välhumlad öl som var flera månader äldre än jag någonsin lyckats hålla någon av mina humlefokuserade öl färska. Samma aha-upplevelse fick jag igen när jag i Tyskland drack en öl som finns på alla Systembolag i Sverige där smakskillnaden var enormt stor. Ölet hemma var inte utgånget men något tycks ha hänt under en långtradarfärd genom europa, på ett lager i Örebro eller i en varmförvaring på en ljus Systembolagshylla i en mellansvensk förort. Syresättning är något jag aktivt forskat kring sedan detta men faktum är att det inte finns så mycket i hembryggarlitteraturen förutom just Hot Side Aeration som ger förkortad livslängd, John Palmer skriver i sin fantastiska bok alla bryggare måste äga How to Brew (finns gratis på howtobrew.com):
Att Hot Side Aeration (HSA) dvs. syresättning av het vört ger oxidering med pappiga smaker tror många hembryggare är en gammal myt. Just blöt kartong eller Sherry/Madeira är smaker som associeras med extremt kraftig oxidering och alla som känt smaken och upplevt fenomenet vet att det är ett långlagringsproblem eller förknippat med extremt oförsiktig bryggning med stor plaskning. Därför tycker många hembryggare att Hot Side Aeration är förlegat och inte relevant i hembryggarskala, framförallt efter att ha läst Brülosophys test om HSA. Jag hävdar att det som sker vid syresättning i alla bryggningens alla steg förutom exakt efter jästen tillsatts är att reducera fina och fräscha smaker från både malten och humlen samtidigt som ölets ”bästa period” minskas ned. Detta är alltså inte att ölets ”förbrukas före” utan den där peakperioden där ölet är som absolut bäst som jag tror alla hembryggare känner till. Jag kom in på denna tankebana när jag drack en välhumlad öl som var flera månader äldre än jag någonsin lyckats hålla någon av mina humlefokuserade öl färska. Samma aha-upplevelse fick jag igen när jag i Tyskland drack en öl som finns på alla Systembolag i Sverige där smakskillnaden var enormt stor. Ölet hemma var inte utgånget men något tycks ha hänt under en långtradarfärd genom europa, på ett lager i Örebro eller i en varmförvaring på en ljus Systembolagshylla i en mellansvensk förort. Syresättning är något jag aktivt forskat kring sedan detta men faktum är att det inte finns så mycket i hembryggarlitteraturen förutom just Hot Side Aeration som ger förkortad livslängd, John Palmer skriver i sin fantastiska bok alla bryggare måste äga How to Brew (finns gratis på howtobrew.com):
”You should not aerate when the wort is hot, or even warm. Aeration of hot wort will cause the oxygen to chemically bind to various wort compounds. Over time, these compounds will break down, freeing atomic oxygen back into the beer where it can oxidize the alcohols and hop compounds producing off-flavors and aromas like wet cardboard or sherry-like flavors. The generally accepted temperature cutoff for preventing hot wort oxidation is 80°F.” (källa)
Faktum är att oxidering i betydligt fler steg än det klassiska HSA-plasket efter mäskningen faktiskt omnämns en hel del i litteraturen, fast inte i hembryggarböcker utan i handböcker för blivande bryggmästare som utbildar sig vid t.ex. VLB i Berlin. En bok som nämner syresättning i en rad ställen genom hela bryggprocessen är är Wolfgang Kunzes bryggmästarbibel Technology Brewing and Malting, ett moster på över 900 sidor för 1500kr som i mångt och mycket inte lämpar sig för hembryggare.
In på hembryggarscenen kom i våras en rapport från German Brewing Forum som beskriver hur man ska undvika alla dessa bortglömda syresättningsfällor och brygga enligt en teknik som kallas Low Dissolved Oxygen eller LoDO; läs rapporten On Brewing Bavarian Helles: Adapting to Low Oxygen Brewing direkt tycker jag!. Rapporten går igenom en bryggteknik för att minimera syresättning ner till 1.0 ppm eller helst 0.5 ppm löst syre i varenda steg i processen, allt från malning, syrereducering av mäskvattnet, hur hårt och länge man ska koka med mera. Efter att ha läst rapporten har jag börjat ta till mig de steg in i LoDO-tekniken jag tycker känns lätta för att minimera syresättning, det är nämligen ganska omständligt att brygga med nära på inget syre i processen. Kortfattat går det till såhär:
LoDO-Metoden
Koka allt vatten som ska användas i bryggningen och kyl ned det fort. Detta måste göras precis före bryggningen så inte ny syre reintroduceras i vattnet.
Behandla vattnet med 100mg/l Natriummetabisulfit / Sodium MetaBisulfit (SMB) på engelska eller en Campden tablett (UPPDATERING, DOSEN ÄR FÖR HÖG HAR DET VISAT SIG SENARE). SMB kommer reducera syret i vattnet till nära noll.
Plaska inte med vattnet när det ska ner i bryggverket.
Fukta malten med 1-2% vatten per kilo malt en kvart före malning så skalen blir så hela som möjligt.
Krossa den nyköpta malten precis före inmäskning.
Mäska in extremt försiktigt, gärna underifrån. Luktar det malt vid mäskningen betyder det att aromer försvinner.
Minimera utrymmet ovanför mäsken och bygg en mash cap, ett flytande lock som ligger ovanpå mäsken.
Plaska inte under något steg av mäskningen.
Mäska så kort tid som möjligt och rör endast om försiktigt i mäsken (dock måste du röra lite, annars kommer utbytet bli riktigt uselt). Pumpar och recirkulering under mäskningen är en onödig risk.
Laka helst inte men om du gör det så gör det extremt försiktigt utan något plask/dropp med vatten som genomgått ovanstående behandling.
Koka svagt, ungefär som när man sjuder.
Koka i maximalt 60 minuter oavsett maltsort.
Kyl ned mycket snabbt till pitchtemperatur och använd inte koppar till kylningen.
Flytta vörten till jäshinken utan något plask.
Minimera utrymmet ovanför vörten i jäskärlet.
Häll i dubbla mängden jäst mot vad kalkylatorerna rekommenderar.
Syresätt först när jästen redan är i jäskärlet.
Flytta det fortfarande jäsande grönölet till ett co2-fyllt fat och minimera utrymmet ovanför ytan.
Kolsyrejäs med hjälp av en spundapparat.
Minsta lilla avsteg eller slarv med denna metod sägs förstöra de sällsynta men extremt fina och goda maltsmakerna man bara hittar i de finaste av tyska öl från stora bryggerier som har möjlighet att faktiskt göra motsvarande metod för minimerad syresättning. För min egen del vill jag att ölbryggning ska vara roligt och alla de stegen ovan känns för stunden ganska krävande. Men jag har absolut blivit en believer av LoDO och har detta i bakhuvudet när jag förfinar mina bryggartekniker. Utöver att man måste skaffa en DO-mätare för att ens veta hur mycket syre man har i vörten så kommer NatriumMetaBiSulfiten att spöka med din vattenbehandling (24 mg/l Natrium och 76 mg/l Sulfat tillsätts) så man bör definitivt börja med att bygga sitt vatten från RO-vatten eller destillerat vatten. Hur långt jag kommer gå i min resa mot mindre syresättning under bryggningen vet jag inte men uppenbara saker som att mala malten precis före mäskning eller minimera onödigt plaskande har jag gjort sedan en längre tid. Mina senaste öl har redan påvisat väldigt bra maltsmaker och dubbla hållbarheten så jag vet att jag är på rätt spår. Men alla är ju inte så tyskbryggarnördiga som jag är kanske…

Mer läsning och källor
http://www.germanbrewing.net/docs/Brewing-Bavarian-Helles.pdf
http://braukaiser.com/blog/blog/2016/04/30/low-oxygen-brewing/
http://howtobrew.com/book/section-1/yeast/yeast-nutritional-needs/aeration-is-good-oxidation-is-bad
“Oxidation processes occur more rapidly in copper vessels” W. Kunze. Technology Brewing and Malting. VLB Berlin, 2007. s.242
Du har väl inte missat min bok om ölbryggning? Köp den hos Humlegården!
Blanka öl
Först en varning: Det finns en stor risk att du inte får någon kolsyra alls i ditt öl om du använder denna metod ihop med kolsyrejäsning på flaska, kolsyrning i fat rekommenderas och inte med primning på flaska! Jag kan inte hjälpa er om ni förstör eran öl med denna metod!
Tillägg: Vid kraftig kallkrashning av ölet kommer även en del smakämnen följa med gelatinet ner på botten av jäshinken, t.ex. polyfenoler och en del humleoljor. Denna metod är inte optimal till humledrivna öl med torrhumling då en del av humlesmaken har en tendens att förminskas. Läs denna artikel från BYO
Blank, genomskinlig, klar eller färdig?
Denna artikel handlar om genomskinlighet eller blankhet och undviker ordet klar som det är lätt att växla ihop med färdig. På ölspråk är en klar öl är en öl som jäst färdigt och en blank öl har hög genomskinlighet utan dis eller partiklar. För min del är det bara veteöl jag vill ha grumlig och de flesta andra ölsorter vill jag som mest ha en lätt disighet i även om en kraftigt humlad och oftast därmed rejält disig IPA inte stör mig. Det finns en rad åtgärder att ta till för att få bort grumlighet och disighet utan att behöva trycka ölet genom ett filter som de stora bryggerierna gör och innan vi går in på förfarandet i min metod är detta en checklista att först ha i bakhuvudet:
Faktorer som ger blankare öl
- Välj malt med lägre proteinhalt.
- Rätt pH i mäsken.
- Rätt pH i lakvattnet, mindre tanniner ger mindre haze.
- Stör inte maltbädden och överlaka inte.
- Se till att ha en klar runnings utan turbiditet.
- Skumma av koket.
- Kraftigt kok.
- 90 min kok bättre än 60 min kok.
- Protafloc eller irish moss.
- Kyl så snabbt som möjligt. Max 30 min.
- Få bort cold break genom hävert eller sedimentering.
- Lång sekundärlagring, gärna sval på slutet
- Knacka på jäshink så sjunker jäst som fastnat där.
- Kallkrasha 1v med gelatin eller issinglas. (”min metod”)
Kallkrash och gelatin
För att få det där lilla extra i blankheten brukar jag ofta kallkrasha med gelatin. Det innebär att ställa jäshinken i strax över 0c i ett dygn för att sedan tillsätta gelatin. Sen får hinken stå i 0c 5-7 dagar innan jag tappar över det på fat. Tidigare blandade jag gelatin i en kastrull och vispade men numera gör jag såhär per ca 20l grönöl:
1. Kyl jäshinken till 0.5c, vänta 24h.
2. Ta en rengjord kaffekopp med 1dl vatten.
3. Kör denna i mikoron 2-3 minuter så det kokar ordentligt.
4. Låt svalna till 65-70c.
5. Rör i 1 tsk gelatinpulver så allt löser sig.
6. Häll blandningen i jäshinken.
7. Vänta 5-7 dagar.
8. Flytta till fat och kolsyresätt.
Väljer du ändå att flaska (trots att jag avråder från detta) så bör du tillsätta färsk jäst på ca 0.1g/l, risken finns annars att du inte har jäst nog att bilda kolsyra. Undvik att chocka den nya jästen temperaturmässigt. I mina galma artikel om denna metod såg min metod ut såhär och den fungerar lika bra:
 Koka 1dl vatten ihop med en visp.
Koka 1dl vatten ihop med en visp.
 På med locket ett tag så det blir desinficerat.
På med locket ett tag så det blir desinficerat.
 Vänta tills koket svalnat till 65c.
Vänta tills koket svalnat till 65c.
 Gelatinpulver är lite enklare än blad men bägge fungerar lika bra.
Gelatinpulver är lite enklare än blad men bägge fungerar lika bra.
 Ta 1 tsk gelatinpulver.
Ta 1 tsk gelatinpulver.
 Lös upp men undvik för mycket skum.
Lös upp men undvik för mycket skum.
Utvärdering av olika klarningsagenter
 Jag gjorde ett test på gelatin jämfört med isinglass som är ett annat populärt medel att använda. Först tog jag 1l färdigjäst och icke kolsyrad öl. Denna fördelades i 6 glas som behandlades på följande vis:
Jag gjorde ett test på gelatin jämfört med isinglass som är ett annat populärt medel att använda. Först tog jag 1l färdigjäst och icke kolsyrad öl. Denna fördelades i 6 glas som behandlades på följande vis:
- Rumstemp i 1 vecka (inget tillsattes)
- Rumstemp i 1 vecka + gelatin
- Rumstemp i 1 vecka + isinglass
- 0c i 1 vecka (inget tillsattes)
- 0c i 1 vecka + gelatin
- 0c i 1 vecka + isinglass
 Från vänster; rumstemp, gelatin, isinglass
Från vänster; rumstemp, gelatin, isinglass
 Från vänster; 0c 1v, 0c 1v gelatin, 0c 1v isinglass
Från vänster; 0c 1v, 0c 1v gelatin, 0c 1v isinglass
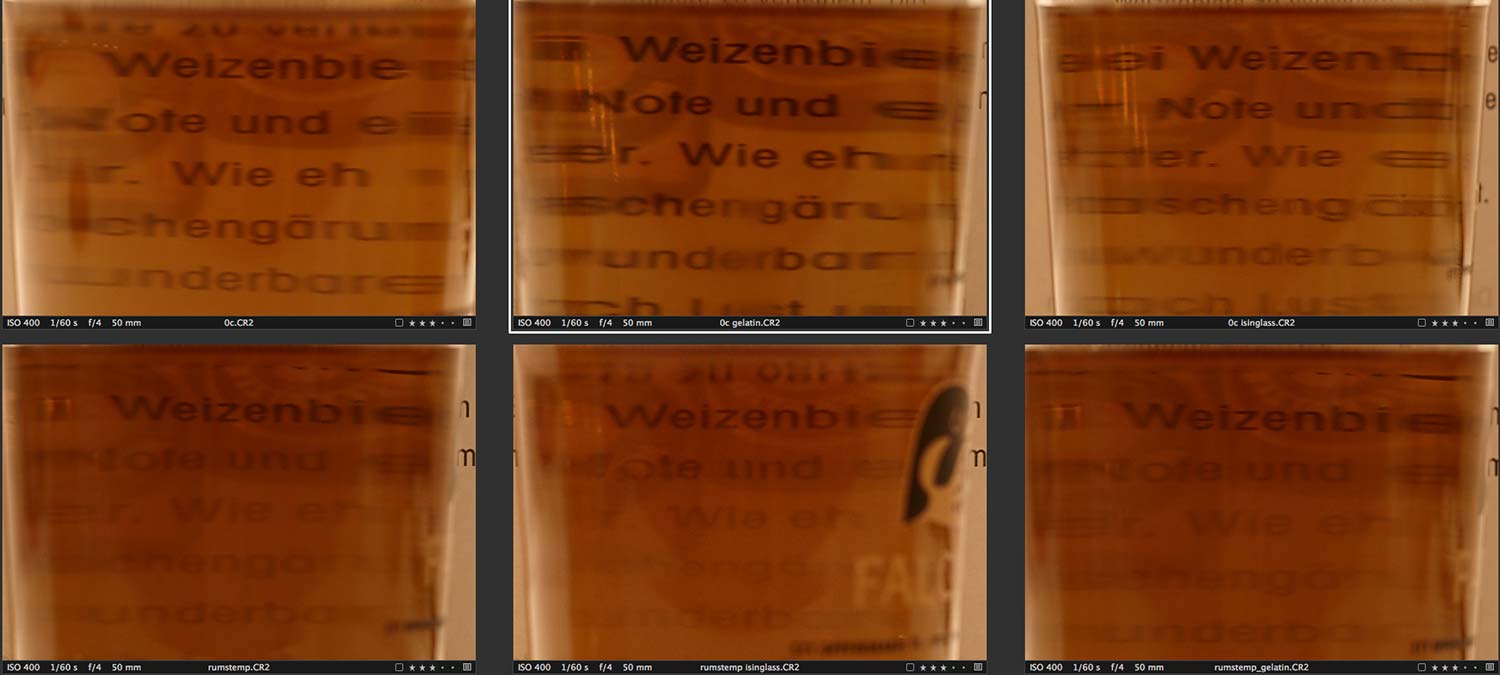 Utvärdering mot text satt bakom glaset. Observera att ordningen är lite omkastad här så de kylda testerna är på övre raden. Gelatin i 0c (övre mitten) gav mig absolut bäst resultat, utan tvekan. I rumstemp var det helt onödigt att tillsätta något alls då effekten nästan helt uteblev. Dock är det intressant att notera rumstemp med gelatin som gav en hel del jäst som fastnade på glasväggarna.
Utvärdering mot text satt bakom glaset. Observera att ordningen är lite omkastad här så de kylda testerna är på övre raden. Gelatin i 0c (övre mitten) gav mig absolut bäst resultat, utan tvekan. I rumstemp var det helt onödigt att tillsätta något alls då effekten nästan helt uteblev. Dock är det intressant att notera rumstemp med gelatin som gav en hel del jäst som fastnade på glasväggarna.
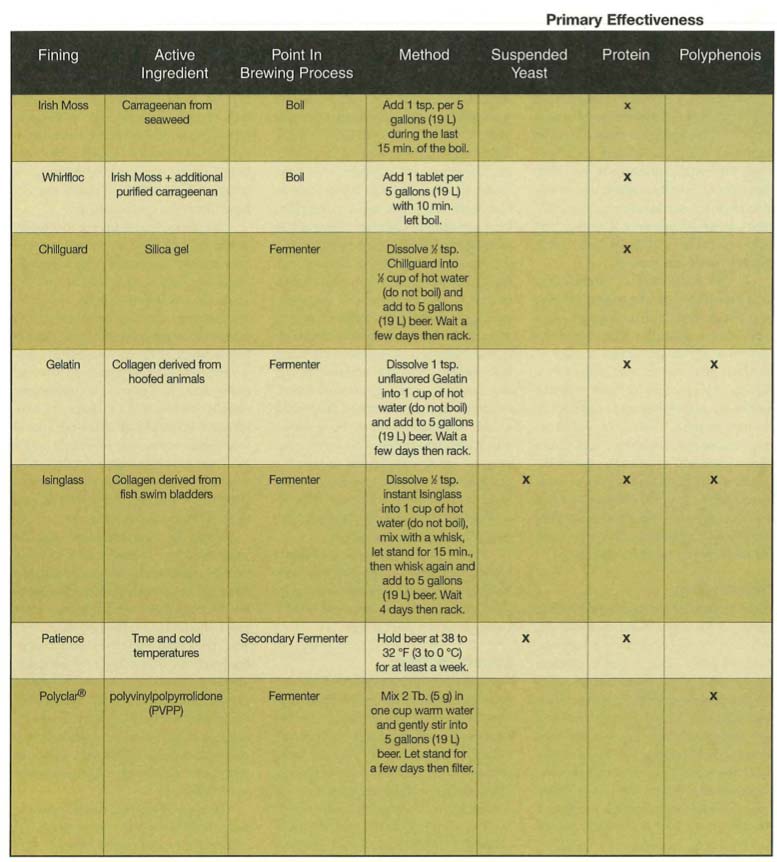 Här är en tabell jag saxat (stulit) från en känd bryggartidning. Enligt den ska isinglass vara mer effektivt än gelatin men jag låter det vara osagt om det går at få till lika bra med isinglass, men jag har inte lyckats med det.
Här är en tabell jag saxat (stulit) från en känd bryggartidning. Enligt den ska isinglass vara mer effektivt än gelatin men jag låter det vara osagt om det går at få till lika bra med isinglass, men jag har inte lyckats med det.
 Det är inte alltid jag lyckas fullt ut med denna metod och jag tror det har med noggrannhet men kanske främst jästval för att få till det där extremt kritallblanka resultatet. Oftast blir det dock väldigt bra!
Det är inte alltid jag lyckas fullt ut med denna metod och jag tror det har med noggrannhet men kanske främst jästval för att få till det där extremt kritallblanka resultatet. Oftast blir det dock väldigt bra!
Du har väl inte missat min bok om ölbryggning? Köp den hos Humlegården!
Rengöring, desinficering och sterilisering
 Någon pessimistisk bryggare har sagt att ölbryggning består av 20% bryggning och 80% diskning. Det ligger tyvärr lite i det även om jag tycker siffrorna är något skeva. Rengöring delas upp i tre olika nogrannhetskategorier; grovrengöring, desinficering och sterilisering. Grovrengöring görs i regel efter bryggning för att ta bort fastkletade humlerester, skalrester eller diverse klet i använda fat och flaskor. Man kan generalisera och säga att grovrengöring gör man på synlig smuts. Desinficering och sterilisering görs där det finns icke synlig smuts och bakterier och i regel före vört eller öl ska komma i kontakt med ytan. Desinficering räcker för det mesta i hembryggarsammanhang och då dödas över 99% av skadliga bakterier medan sterilisering istället dödar allt levande och gör ytan steril.
Någon pessimistisk bryggare har sagt att ölbryggning består av 20% bryggning och 80% diskning. Det ligger tyvärr lite i det även om jag tycker siffrorna är något skeva. Rengöring delas upp i tre olika nogrannhetskategorier; grovrengöring, desinficering och sterilisering. Grovrengöring görs i regel efter bryggning för att ta bort fastkletade humlerester, skalrester eller diverse klet i använda fat och flaskor. Man kan generalisera och säga att grovrengöring gör man på synlig smuts. Desinficering och sterilisering görs där det finns icke synlig smuts och bakterier och i regel före vört eller öl ska komma i kontakt med ytan. Desinficering räcker för det mesta i hembryggarsammanhang och då dödas över 99% av skadliga bakterier medan sterilisering istället dödar allt levande och gör ytan steril.
Grovrengöring
Grovrengöring är ofta mekanisk (tänk diskborste och tvättsvamp) och tillsammans med kemikalier som ofta irriterar huden eller t.om. är farliga. Stora bryggerier använder ofta lut i form av NaOH, dvs kaustiksoda eller propplösare, men i hembryggarsammanhang är det inte lika vanligt och heller något jag rekommenderar. Anledningen är att NaOH även angriper plast och gummi vilket skadar packningar och pumpar. Rent som tusan blir det men skyddsglasögon är ett måste, skvätter det i ögonen riskar du synen… Den vanligaste kemikalien för hembryggare är istället Powdered Brewery Wash (PBW), som egentligen bara är ett parfymfritt perkarbonatbaserat diskmaskinsmedel. Faktum är att PBW även går att använda i diskmaskinen om ens vanliga diskmedel skulle råka vara slut. PBW fungerar riktigt bra på att lösa upp grov smuts och dess egentliga enda nackdel är ett något högt pris. PBW är perfekt till att lösa upp avlagringar i kastruller eller bryggverk samt att grovrengöra jäshinkar, fat och flaskor efter användning. PBW måste eftersköljas noggrannt med vatten och det finns sannolikt kvar en viss del bakterier efteråt, om inte annat så från kranvattnet. Ett alternativ till PBW är Vendors Washing Powder (VWP) som går steget längre och adderar Klor i leken så medlet även desinficerar i samma steg. Det står att medlet steriliserar men per definition håller jag inte med om det. Även Halapur som säljs i rengöringskitet innehåller Klor så jag behandlar dessa två medel som samma även om jag inte testat just Halapur. Nackdelen med Klor är att det kan angripa repig metall som kan börja rosta med tiden medan fördelen är att det blir extra rent jämfört med PBW. Måste eftersköljas ännu mera nogrannt mot PBW då Kloret förutom dess giftighet kan bidra till otrevliga bismaker som ofta klacifieras som medicinala eller band-aid (gamla plåster?). Eftersom omfattande eftersköljning är ett måste så var vi där igen med kranvattnets renhet. Jag har använt VWP mestadels under min bryggarkarriär då priset varit bra och min närmaste lokala bryggbutik alltid haft det i lager men jag tänker gå över till PBW för skonsamhetens skull. Jag har under hela min bryggarkarriär aldrig haft någon infektion, om det beror på Klorinet eller en allmänt rigorös rengörinsrutin låter jag vara osagt.
Som ett sidospår för riktigt grov grovrengöring och/eller polering av t.ex. rostfritt stål eller koppar går det använda Oxalsyrabaserade rengöringsmedel. Jag har använt det till att få upp glansen på utsidan av mina Corneliusfat men det som händer är att medlet oxiderar ytan på metallen som blir svart av utfälld oxid. Man kan kalla det för en kemisk polering och inget man bör änga sig åt mer än vid enstaka tillfällen. Skölj mycket noggrannt efteråt! Skurboll eller stålull är ett alternativ i denna kategori men dessa två repar ytor så använd väldigt sparsamt och sällan.

Desinficering
Desinficering görs med fördel precis före vört eller öl ska komma i kontakt med den rengjorda ytan. Desinficering går att göra med värme eller kemikalier beroende på vad som ska desinficeras. Värme tillför man i form av vattenånga eller kokande vatten och lämpliga föremål att rengöra på detta sätt är silikonslangar, flaskor och fat. Det finns ett riskmoment med kokande vatten så där manar jag till försiktighet. Exempel på olycksrisk är om man häller kokande vatten i ett fat och skakar för att sedan låta vatten ta sig ut genom säkerhetsventilen. Det är vanligt att rengöra flaskor med en liten mängd vatten i med en ugn som förvisso gör flaskorna i det närmaste sterila men även kan påverka hållbarheten på godset i längden. Framförallt om flaskorna kylls ner för hastigt efteråt eller om tunnare glas används. Lämpliga föremål att koka är silikonslangar och sildukar som på ett smidigt sätt blir desinficerade. Vattenånga är ännu mer riskabelt än kokande vatten och rekommenderas främst för professionella bryggerier som kan högtrycksspruta vattenånga för att komma åt på ställen man annars inte når. Kemikaliemässigt hittar vi främst tre produkter i denna kategori; StarSan, SaniClean och Chemipro Oxi. StarSan och SaniClean är från samma tillverkare och enda skillnaden är att StarSan bildar skum som även det desinficerar. Bägge är i rätt koncentration livsmedelsklassade och faller under kategorin ”no rinse”, dvs behöver inte och ska inte eftersköljas utan bara hällas ut. Blir det skum kvar så gör det inget för koncentrationen blir så låg att det blir ofarligt för människor, ”Don’t fear the foam”. StarSan och SaniClean jobbar med lågt pH som aktiv ingrediens för att eliminera bakterier. Chemipro Oxi rengör med aktivt syre och liknande medel används till rengöring av klorfria pooler. Även detta är en no rinse och den svenska återförsäljaren MaltMagnus anser att den även grovrengör en hel del även om det inte är lika djupgående som PBW. Lämpliga användningsområden är jäshinkar, fat och flaskor före ölen, eller lättare sagt allt som kommer i kontakt med vörten och ölet efter det lämnar kastrullen. StarSan är vanligast i Sverige och det jag själv använt mig av mest även om jag experimenterar med Chemipor Oxi. Skummet i StarSan är bra i bland och jobbigt ibland t.ex. när man ska få bort det från ett Corneliusfat eller e-kolv. Har man skum kvar i en e-kolv är ett tips att spraya in lite mer StarSan så brukar det gå att få skummet att glida ut. På tal om sprayflaska så brukar en blomspruta med StarSan vara bra att ha under bryggdagen för att komma åt på ställen där det behövs, jag har alltid en flaska med StarSan i bryggeriet till fatkopplingar och annat som behöver underhållas. StarSan är dessutom lämpligt att ha i vattenlåset på jäshinken. Den sista kemikalien som ska nämnas i sammanhanget är någon form av alkohol, t.ex. etanol. Fördelen med just etanol är att det är ”vanlig sprit” och inte påverkar ölet smakmässigt men nackdelen är att det är svårt att på lagligt och/eller ekonomiskt sätt få tag på ren och stark etanol som är utan tillsatser. Handsprit är bra till händerna men innehåller ofta diverse tillsatser som t.ex. handkräm. Ytdesinficering finns billigt på apotek men innehåller ofta högre alkoholer som inte är lämpliga för förtäring. Jag brukar ha en flaska hemma för rengöring av t.ex. bord och kylskåp men inget som öl ska komma i kontakt med. En annan produkt som användes flitigt för några år sedan är Jodofor som är ett jod-baserat desinficeringsmedel. Nackdelar med jodofor är dess längre kontakttid och att det missfärgar plast med tiden. Jod används vid sårrengöring och vid operationer så visst är det ett starkt medel men något omodernt. Sista produkt att nämna under desinficering är Klorin som var vanligt för ytterligare lite längre tid sedan i hembrygggarsammanhang. Klorin fungerar förträffligt men kräver gedigen eftersköljning och det är dessutom skadligt för miljön. Klorin i starkare koncentration har en blekande effekt och ger extremt torra händer så använd handskar och skyddskläder om du får för dig att använda klorin. Passar bättre att bleka kläder och rengöra duschar samt toaletter med…
Sterilisering
Sterilisering görs främst med värme. Antingen genom att koka under tryck med en tryckkokare eller autoklav, eller med eld. Sterilisering anser jag endast behövs i samband med jästhantering av det avancerade slaget, t.ex. för att odla jäst på snedagar. Vört eller glas går att sterilisera i en vanlig tryckkokare som pressar upp temperaturen mot 120c men professionella jästodlare använder autoklav som går steget längre. Eld används för att sterilisera den metallögla man sprider ut jästen på snedagar med, eller för att sterilisera utsidan av en flaska som man vill ta tillvara jästen från. Sterilisering behövs i regel inte för hembryggare och är inget jag tillämpar.

Metallurgi eller vilka metaller och plaster som bör behandlas skonsamt
Rostfritt stål heter Stainless Steel på engelska, dvs inte fri från rost utan ”rostar mindre”. Det beror på ett yttre lager av kromoxid och det kan vara bra att komma ihåg för även om metallen inte kommer rosta av sig själv så kan repor och framförallt ihop med fel kemikalier utveckla rost under en längre kontakttid. Svetsfogar är särskilt utsatta då de även kan innehålla andra metaller. En bra grundregel är att aldrig låta metall vara i kontakt med rengöringsmedel längre tid än nödvändigt. Lämna t.ex. inte PBW i en kastrull över natt bara för att du inte orkar köra en minut med en svamp och sen skölja ur. Vissa diskborstar och svampar kan ge smårepor på metall, repor som förvisso inte kommer vara djupa nog att utveckla rost men det är ett onödigt slitage. Kör inte med för grova scotch brite i onödan.
Aluminium är särskilt känsligt för klor så undvik VWP och Klorin där, PBW är en mer lämplig rengörare.
Koppar ärgar av sig självt u kontakt med luft vilket innebär att ytan bildar kopparoxid, en process som förvisso tar många år. Kopparen blir först dimmig och sedan grön. Ett bra exempel på ärgning är kyrktak, de var från början kopparfärgade! Fett från t.ex. händer ger dessutom en ökad oxidering. För att få bort oxideringen använder man ättika och en mjuk svamp men oxideringen är inte farlig i sig, bara mindre snygg. PBW går bra till t.ex. en kylspiral men ofta räcker det med varmt vatten. Kylspiralen blir ju desinficerad i koket iallafall.
Mässing används i vissa kranar och kopplingar och kan rengöras med PBW men ibland innehåller mässing en del bly som det finns metoder för att få bort med vinäger och någon peroxid. Här får ni söka vidare information på annat håll, själv kör jag uteslutande rostfritt.
Krom finns på en del fatkranar och kan även de innehålla bly. PBW vid behov annars StarSan.
Plast förekommer i hembryggarsammanhang i form av jäshinkar, slangar och i pumpar. PBW och StarSan men även klorin fungerar utmärkt på plast. Plast gillar inte NaOH (Kaustiksoda) och i tex. en Braumeister rekommenderar tillverkaren Speidel en kontakttid på max 10 minuter för att inte förstöra impellrarna i pumparna. Jäshinkar tål kokande vatten för rengöring men slangar och hävertar brukar krokna vid de temperaturerna. Rengör med PBW och desinficera med StarSan/SaniClean/ChemiproOxi istället.
 Rejäla skyddshandskar som dessa från Blichmann sparar många lager hud. Rekommenderas verkligen!
Rejäla skyddshandskar som dessa från Blichmann sparar många lager hud. Rekommenderas verkligen!
Du har väl inte missat min bok om ölbryggning? Köp den hos Humlegården!
Senaste kommentarer